联系人:吴昌熊先生(市场部经理)
移动电话:158-5109-8777
电 话:0515-86481588
传 真:0515-86481798
网 址:www.hwyyj.com
地 址:江苏省建湖县冈东镇工业集中区
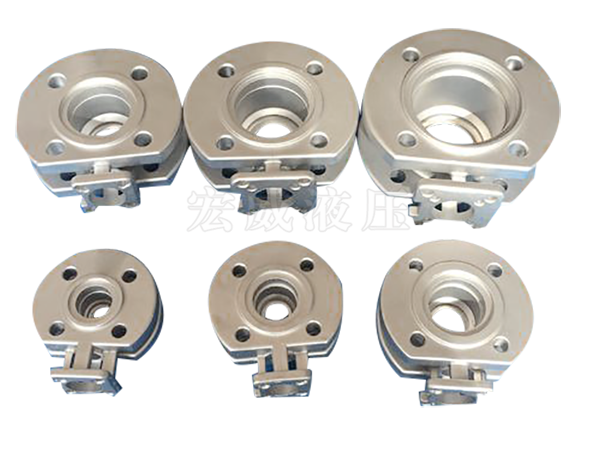
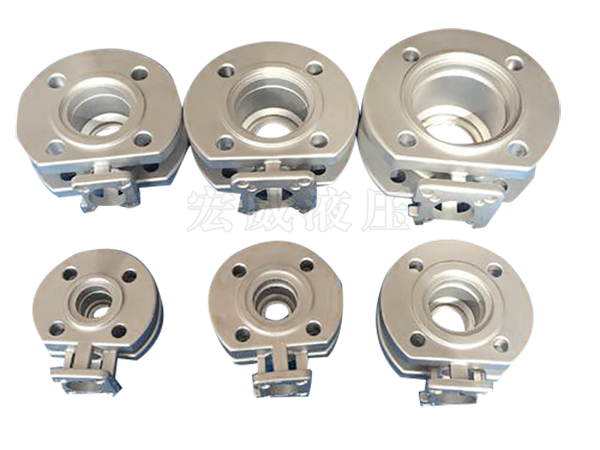
铸造件其中较为常用的是熔模铸造,也称失蜡铸造:选用适宜的熔模材料制(如石蜡)造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料,;浇注所需要的金属材料;凝固冷却,脱壳后清砂,从而获得高精度的成品。根据产品需要或进行热处理与冷加工和表面处理。 例如砂型铸造,大量生产的工厂应创造条件采用技术先进的造型、造芯方法。老式的震击式或震压式造型机生产线生产率不够高,工人劳动强度大,噪声大,不适应大量生产的要求,应逐步加以改造。对于小型铸件,可以采用水平分型或垂直分型的无箱高压造型机生产线、实型造型生产效率又高,占地面积也少;对于中件可选用各种有箱高压造型机生产线、气冲造型线,以适应快速、高精度造型生产线的要求,造芯方法可选用:冷芯盒、热芯盒、壳芯等高效制芯方法。
中等批量的大型铸件可以考虑应用树脂自硬砂造型和造芯。

单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。可以应用水玻璃砂型、VRH法水玻璃砂型、有机酯水玻璃自硬砂型、粘土干型、树脂自硬砂型及水泥砂型等;对于单件生产的重型铸件,采用地坑造型法成本低,投产快。批量生产或长期生产的定型产品采用多箱造型、劈箱造型法比较适宜,虽然模具、砂箱等开始投资高,但可从节约造型工时、提高产品质量方面得到补偿。
低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
例如同样是生产大型机床床身等铸件,一般采用组芯造型法,不制作模样和砂箱,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作模样。不同的企业生产条件(包括设备、场地、员工素质等)、生产习惯、所积累的经验各不一样,应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。